



双金属耐磨板是工业领域常用的抗磨损材料,广泛应用于矿山机械、电力设备、冶金装备等工况恶劣的场合。市场上的双金属耐磨板产品质量参差不齐,选购时如果仅看价格,容易买到耐磨层薄、基材强度不足的产品,实际使用中磨损过快,更换频繁,反而增加成本。本文从实际应用角度,介绍选购双金属耐磨板时需要重点关注的几个指标。
了解双金属耐磨板的基本结构
双金属耐磨板由两部分组成:基材层和耐磨层。基材层通常采用普通碳素结构钢或低合金钢,负责提供整体的机械强度和焊接性能;耐磨层则是高铬合金或高铬高碳合金,通过堆焊工艺覆盖在基材表面,承担主要的抗磨损任务。
优质的双金属耐磨板,耐磨层与基材层之间应该结合牢固,无夹渣、无气孔,堆焊纹路均匀清晰。一些低价产品为了节省成本,耐磨层厚度不足,或者基材使用了强度不达标的钢材,焊接时容易开裂,实际使用时磨损速度远高于正常水平。
耐磨层厚度与硬度是关键指标
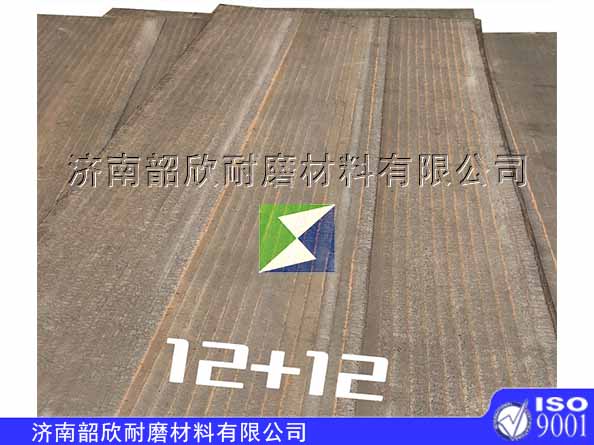
耐磨层厚度是直接影响使用寿命的核心参数。行业标准中,常见的耐磨层厚度在3毫米至12毫米之间,具体选择应根据实际工况的磨损程度确定。对于矿石输送落差点、溜槽等高磨损区域,通常选用8毫米以上耐磨层的产品;对于中等磨损的设备衬板,5毫米至6毫米是比较经济的选型。
硬度指标同样重要。双金属耐磨板的耐磨层硬度通常用洛氏硬度(HRC)表示,优质产品的硬度可达HRC55以上,部分高端产品可达到HRC60。如果硬度值偏低,说明耐磨层的合金成分不足,或者热处理工艺不到位,实际耐磨效果会大打折扣。选购时可以让厂家提供材质报告或硬度检测数据作为参考。
基材厚度与整体厚度的区分
市场上有些产品在标注厚度时存在混淆概念的情况,需要注意区分。基材厚度是指碳钢层的厚度,整体厚度则是基材加耐磨层的总厚度。有些供应商标称的厚度看似很有竞争力,实际指的是基材厚度,而非包含耐磨层在内的总厚度。
正确的做法是:确认耐磨层厚度是否满足工况需求,然后在此基础上加上基材厚度,才是实际的总厚度。如果总厚度不足,安装时可能出现尺寸偏差,影响与设备本体的配合精度。签订采购合同前,好能够确认耐磨层和基材层各自的厚度数据。
堆焊工艺与合金成分的影响
堆焊工艺直接影响耐磨层的组织结构和性能稳定性。目前主流的堆焊工艺包括明弧堆焊和埋弧堆焊两种。明弧堆焊的焊缝冷却速度快,耐磨层硬度相对较高,但表面平整度稍差;埋弧堆焊的焊缝成型美观,硬度分布均匀,但合金元素烧损相对较多。
合金成分决定了耐磨层的综合性能。优质的耐磨层通常含有高比例的铬(Cr)元素,含量一般在15%至30%之间,同时添加适量的钼(Mo)、钒(V)、铌(Nb)等合金元素,形成稳定的碳化物组织,有效提高耐磨性能。如果合金成分不足或配比不合理,耐磨层在受到冲击载荷时容易发生崩裂或剥落。
焊接性能与加工适应性
双金属耐磨板通常需要通过焊接固定在设备表面,基材的焊接性能决定了安装施工的难度。优质的基材碳含量适中,硫、磷等有害元素控制得当,焊接时不易产生裂纹。如果基材含碳量过高,焊接热影响区容易硬化,增加裂纹风险。
此外,部分工况需要对耐磨板进行切割、弯曲或打孔加工,这对材料的可加工性也有一定要求。选购前好与厂家确认材料是否支持现场切割加工,以及加工后是否需要做热处理消除应力。
根据工况选择合适的规格
不同行业、不同设备对双金属耐磨板的要求差异较大,选择时应该结合具体工况综合判断。矿石输送系统、粉碎设备、筛分设备等磨损严重的部位,应选择耐磨层较厚、硬度较高的产品;中等磨损的料仓、溜槽等部位,可以选择厚度适中、性价比较高的规格;对于有冲击载荷的落差点,还需要关注材料的抗冲击性能。
选择合适的规格不仅能保证使用效果,还能避免过度配置造成的成本浪费。好在选型前与厂家充分沟通,说明具体的工况参数,由专业人员协助确定合适的产品规格。
*本文针对双金属耐磨板的选购要点做了系统梳理,供读者参考。具体产品选型请以厂家提供的技术参数为准。*